插床变速箱体作为插床的核心传动部件,其结构复杂、精度要求高,其工艺工装设计直接关系到整机的性能与可靠性。一套完整的工艺工装设计,不仅包括传统的二维CAD工程图,还应涵盖三维UG模型、详尽的工艺过程卡与工序卡,形成从设计到制造的全数字化链路。
一、 设计内容概述
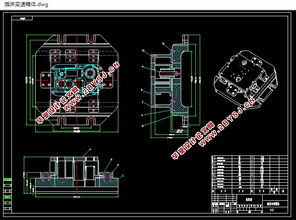
本次设计旨在为某型号插床的变速箱体制定一套完整的机械加工工艺方案,并设计关键工序的专用工装。具体交付物包括:
- CAD工程图:包含变速箱体的零件图、关键工序的专用夹具装配图及零件图,用于指导车间加工与装配。
- UG三维模型:建立变速箱体的参数化三维实体模型,用于干涉检查、装配模拟,并为后续的CAE分析、数控编程提供精确的几何基础。
- 工艺过程卡:规定从毛坯到成品的整个工艺路线,包括工序序列、所用设备、工艺装备(刀、量、夹、辅具)及工时定额等,是生产组织的纲领性文件。
- 工序卡:对关键工序(如箱体结合面、轴承孔系的加工)进行详细说明,包括工步内容、切削参数(转速、进给、切削深度)、夹具定位夹紧方案示意图等,是操作工人的直接作业指导。
二、 工艺方案设计要点
箱体类零件的加工遵循“先面后孔”、“基准统一”、“粗精分开”的原则。
- 基准选择:以变速箱体的底面和两个工艺销孔作为统一的精基准,贯穿多数工序,以保证各加工表面之间的位置精度。
- 工艺路线规划:通常为:铸造毛坯→时效处理→粗铣底面→粗铣各平面→粗镗轴承孔→时效去应力→精铣底面→精铣各平面→钻、扩、铰定位销孔→以精基准定位,精镗各轴承孔→钻攻各螺纹孔→清洗、检验。
- 关键工序分析:轴承孔系的加工是核心,其同轴度、平行度、尺寸精度要求极高,需采用精密坐标镗床或加工中心,并使用专用镗模夹具来保证。
三、 专用工装设计(以轴承孔镗模为例)
为实现高效、精准的孔系加工,设计专用镗模夹具至关重要。
- 定位方案:采用“一面两销”的完全定位方式。箱体底面与夹具支承板平面接触,限制三个自由度;一个圆柱销和一个菱形销插入箱体底面的两个工艺孔,限制剩余三个自由度。此方案基准统一,定位稳定可靠。
- 夹紧装置:采用螺旋压板机构,夹紧力作用在箱体刚性较好的筋板部位,避免因夹紧变形影响加工精度。夹紧点布局需合理,确保工件在切削力下稳定。
- 镗套与支架设计:根据被加工孔系的坐标位置,设计刚性足够的支架来安装精密镗套,引导镗杆或刀具。镗套的内孔精度、与支架的配合方式需仔细设计,并考虑润滑和切屑排除。
- 三维验证与二维出图:在UG中完成夹具的三维装配建模,进行动态干涉检查,验证工件装夹、刀具路径的可行性。确认无误后,生成标准的二维CAD装配图与非标零件图。
四、 数字化文件的协同与应用
CAD、UG、工艺卡与工序卡构成了一个有机的整体。
- UG三维模型是数据源头,可直观展示结构,并导出为二维CAD图的参考。
- CAD工程图是符合国标的制造与检验依据。
- 工艺卡与工序卡则将三维模型和二维图纸中的技术要求,转化为具体的生产指令和工艺参数。
五、
插床变速箱体的工艺工装设计是一项综合性极强的技术工作。通过融合CAD/UG数字化设计手段与严谨的工艺规划,制定出包含详图、三维模型及工艺文件的完整方案,能够显著提高设计质量与效率,减少生产试错成本,为箱体零件的精密制造提供坚实的技术保障,最终确保插床变速箱的传动平稳性与使用寿命。









